半導体パッケージの熱変形検査技術
- 石原 満宏
- 井上 征利
世界の技術が進化すれば、その技術を支える精密機器にも進化が求められます。今日、様々な分野の工業製品に使用される半導体もまた、製品のモバイル化・高機能化や自動車搭載等の流れを受けて、小型かつ高性能・高耐久であることが必要になりました。半導体の構造は高機能になれば複雑化し、それぞれの構成材料の熱膨張率の違いから変形などが生じるため、機械不良の問題を引き起こす可能性も高くなります。
このような背景から、半導体パッケージの熱変形の特性を正しく検査し、評価できる装置の需要は年々高まっています。東光高岳は、小型かつ複雑な構造をした半導体サンプルの熱変形を検査する装置(以下、熱変形検査装置)として、従来実績のあるインラインのバンプ※1高さ検査装置に使われる技術を応用し、より正確に、より人的コストのかからない方法での計測を可能にした熱変形検査装置を開発しました。今回は、テクノロジーの発展を陰から支える、新しい技術をご紹介していきます。
※1)半導体の基板上に形成された突起状の微小電極
Technology
共焦点方式・対流加熱方式を用いることで、下処理不要で高精度の検査装置を開発。
従来の熱変形検査装置に使用されている計測手法は、いわゆる三角測量法と呼ばれるもので、検査対象である半導体サンプルの基板表面に光線を当て、その拡散反射光を利用して計測を行っていました。そのため、拡散反射が不十分だとうまく計測ができず、検査前に手作業でサンプルを塗装して拡散反射を増やす必要があったのです。また、従来装置は1回の計測でサンプル全体を計測することを前提としているため十分な計測分解能が確保できず、サンプル上にあるバンプなどの微小な部品を適切に処理できないため、あらかじめ部品を物理的に除去しておかなくてはなりませんでした。検査1回あたりの人的コストが非常に高い上に、手作業での下処理が行われるため、ただでさえ小さな半導体サンプルの基板上を意図せず加工してしまうことになり、正確な計測に対して少なからず影響を与えていたと言えます。東光高岳が今回の装置で採用した共焦点方式は、長年開発を続けるバンプ高さ検査装置で培ってきた技術。もともとバンプの高さ・平坦度を計測する技術であるため分解能が高く、バンプなどの微小な部品と、それ以外の本来計測すべき基板部分を計測データから判別することができます。そのため事前の塗装・部品除去の必要もなく、基板の熱変形を検査できるのです。
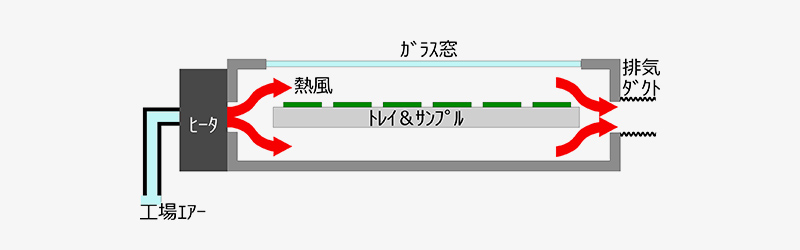
さらに、サンプルの熱変形を計測するための加熱手法も、従来の赤外線ランプを使用した輻射加熱(光線による加熱)ではなく、対流方式を導入。これまでは難しかった、サンプル全体の均一な加熱を実現しました。これにより、熱膨張率の異なる様々な材料から構成される半導体サンプルの変形を正確に検査することができます。また、半導体パッケージはマザーボードに実装される際に対流方式で加熱されるため、実装時の状態を把握するために同一方式で熱変形検査ができることがユーザより望まれていました。今回の熱変形検査装置はそのニーズに応えることのできる実用的なものでもあります。
Profile
-
 石原 満宏光応用検査機器事業本部
石原 満宏光応用検査機器事業本部
検査機器製造部
担当部長 博士(工学) -
 井上 征利光応用検査機器事業本部
井上 征利光応用検査機器事業本部
検査機器製造部
開発グループ 主任
バンブ高さ計測技術で培った共焦点方式が、熱変形検査のデファクト・スタンダードを変える。
石原工業製品のモバイル化・高性能化が急速に進む中で、熱変形計測の重要性も益々高まってきています。半導体パッケージ自体がモバイル化・薄型化すれば、その分変形もしやすくなり、また、高性能化で製品の構造が複雑になったことで、各部の膨張率の違いからも変形しやすくなります。変形を引き起こす主な原因は「熱」ですが、製品の動作速度が上がることにより発熱しやすくなり、またモバイル化や車載化が進むことで、周囲の温度環境も過酷になってきているのです。
井上熱変形を計測する分野では、もともとデファクト・スタンダードとして、ある外資メーカーの装置が各企業様に導入されていました。しかしながら、その装置は従来の三角測量方式の計測技術を使用していたため、変形を測るためには塗装やバンプの除去などの下処理が必要で、あまり使い勝手のいいものとは言えなかったのです。半導体サンプル自体が非常に微細でデリケートなものなのに、人の手で事前処理をしてしまうと、とてもではありませんが高精度なデータを得ることは難しくなってしまいます。
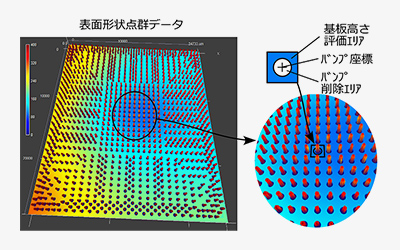
石原東光高岳が従来開発に取り組んでいたのは、共焦点方式を用いてバンプそのものの高さを測る検査装置。今回の開発に乗り出したのも、そのバンプ高さ検査装置をご使用いただいているお客様からのお声がけがきっかけでした。もともと得意分野であった三次元計測技術。そこで計測した基板表面の高分解能形状点群データをリアルタイムに解析することで、計測に不要なバンプ部分をコンピュータ上で取り除くことができます。そのうえで基板の変形をデジタル的に演算できるため、手作業による事前処理を省くことができ、正確な計測と人的コストの削減につながります。
井上初号機の開発がはじまったのは、2009年のことでした。そもそも競合の装置と私たちの装置とでは、開発のコンセプトが違います。競合製品は、オフライン的な解析装置として設計されたもののため、人がインタラクティブに操作をして、変形の計測に必要な部分を指定してようやく結果が得られるものです。対して私たちの装置は、もともとインラインのバンプ検査装置がベースとなっているので、初期設定をしてしまえば、全自動で大量のサンプル計測を行うことができます。信頼性の高い解析結果を得るために大量のサンプルデータを計測して統計的に結果を導く必要がある場合など、全自動で計測結果まで演算できる私たちの検査装置は、お客様にとって非常に有益なものだと思います。

ニーズに応え続ける。それが、熱変形検査装置の未来をつくる。
井上この熱変形検査装置のもう1つのポイントは、加熱方法を対流方式にしたことにあります。これにより、熱膨張率がそれぞれ異なる材料が複雑に組み合わさったサンプルでも、均一に加熱ができるようになりました。実は、開発にあたって困難な点も、そこにあったのです。
石原三次元計測のノウハウはもともと持っていたため、開発初期から計測技術自体は見通しがついていたのですが、加熱技術に関してはイチからの取り組みでした。お客様にも知見をお借りしながら試行錯誤を続けて、はじめて採用したのは対流方式ではなく、赤外線ランプによる輻射加熱方式でした。
井上開発当初から対流方式が理想の加熱法ではあったのですが、高精度計測法である共焦点方式は本来、ワーキングディスタンスといって、計測器と物体との距離は短いことが一般的で、当時の当社の計測器もそのように設計されていたのです。ところが、対流方式で加熱しようとすると、加熱炉内部にサンプルを入れる必要があるため、計測器と対象サンプルとの距離がどうしても離れてしまうのです。
石原そのため、当時は対流方式での加熱を断念したのですが、これもまたお客様から「製品の製造過程で対流方式を使うので、なんとか対流方式での計測装置を開発できないか」というご要望をいただくことになりました。そのお客様を通じて対流方式の加熱炉メーカー様をご紹介いただき、加熱に対する知見を借りながら、同時にワーキングディスタンスの長い計測器を開発することによって、2016年にようやく今回の熱変形検査装置が完成したのです。
井上これからも、半導体をめぐる技術の進歩は続いていきます。そうすれば、検査装置に対するニーズもまた、様々になっていくでしょう。例えば、より広範囲での計測が必要なサンプルに対しても、今と同程度の精度で計測ができたり、今度は逆に氷点下での変形の計測の必要が出てきたり。私たちの持つ計測の性能は世界トップレベルだと自負していますが、今後は幅広いニーズに応えていかなくてはいけない。
石原現在も、新たな計測器の開発は進んでいます。井上も言ったように、やはり高性能なものを、より多くのお客様に使っていただきたい。そのためには、技術以外の部分でのネガティブを限りなく減らしていくことが必要です。コスト、装置自体の大きさ、あとは見た目に格好がいいということだって、きっと大事なんじゃないかと思うんです。もちろん、計測する技術を磨いていくことは、何よりも大切なことですけれど。

最新の記事
-
 インタビュー経路充電インフラの課題解決に貢献する最大出力150kW EV用大容量急速充電器電気自動車(以下、EV)の普及に欠かせない充電インフラ設備。近年はEVバッテリーの大容量化が進み、より高出力に対応した充電器のニーズが高まっています。特に高速道路などでの、移動の途中に行う充電においては、充電時間を短縮し、ユーザーにとって利便性の高い充電インフラの設備の拡充が一層求められている状況です。
インタビュー経路充電インフラの課題解決に貢献する最大出力150kW EV用大容量急速充電器電気自動車(以下、EV)の普及に欠かせない充電インフラ設備。近年はEVバッテリーの大容量化が進み、より高出力に対応した充電器のニーズが高まっています。特に高速道路などでの、移動の途中に行う充電においては、充電時間を短縮し、ユーザーにとって利便性の高い充電インフラの設備の拡充が一層求められている状況です。 -
 インタビューエポキシモールド機器の低炭素化に向けて ~バイオマス樹脂と樹脂リサイクル技術を社会実装へ~エポキシモールド機器は、電力の安定供給を支える重要な設備として、変電所の中や電柱の上など社会インフラを構成するさまざまな場所で使われています。内部に鉄心やコイルなどの電力部材を収め、それらをエポキシ樹脂で一体成形することで、高い絶縁性と耐久性を実現している点が特長です。
インタビューエポキシモールド機器の低炭素化に向けて ~バイオマス樹脂と樹脂リサイクル技術を社会実装へ~エポキシモールド機器は、電力の安定供給を支える重要な設備として、変電所の中や電柱の上など社会インフラを構成するさまざまな場所で使われています。内部に鉄心やコイルなどの電力部材を収め、それらをエポキシ樹脂で一体成形することで、高い絶縁性と耐久性を実現している点が特長です。 -
 インタビューデータ収集・蓄積を汎用化するデータ分析プラットフォームの開発現在、電気保安の分野においては、電力設備の老朽化、少子高齢化に伴う人材不足といった課題に加え、自然災害の激甚化など環境変化への対応が求められています。このような状況から、経済産業省主導のもと、IoT、AIなどの活用による電気保安のスマート化(スマート保安)が推進されています。
インタビューデータ収集・蓄積を汎用化するデータ分析プラットフォームの開発現在、電気保安の分野においては、電力設備の老朽化、少子高齢化に伴う人材不足といった課題に加え、自然災害の激甚化など環境変化への対応が求められています。このような状況から、経済産業省主導のもと、IoT、AIなどの活用による電気保安のスマート化(スマート保安)が推進されています。 -
 インタビュー電力の速やかな復旧を実現する故障区間検出装置の開発私たちの生活に欠かせない電気。発電所から家庭に届くまでの間に経由するいくつもの変電所も、電力の安定供給のために重要な役割を担っています。変電所には、変圧器や遮断器などの受変電設備のほかに、それらを回路として繋いでいる電線(母線)があります。
インタビュー電力の速やかな復旧を実現する故障区間検出装置の開発私たちの生活に欠かせない電気。発電所から家庭に届くまでの間に経由するいくつもの変電所も、電力の安定供給のために重要な役割を担っています。変電所には、変圧器や遮断器などの受変電設備のほかに、それらを回路として繋いでいる電線(母線)があります。